12 Copper Rods,
Saturday Afternoon
FPL called on a Saturday. Their two-bank substation in Bradenton had a transformer failure and the backup was gassing. They were trying to hook up a mobile and hit a wall: the copper rods they had on hand were 3/8″, the crimp wouldn’t hold. They needed .405″. Southern Switch came in to machine them.
The other one gassing.
A two-bank substation has no margin when one unit fails. FPL’s Bradenton station lost one transformer to a failure. The remaining unit was gassing, showing the kind of dissolved gas trend that means internal stress and a unit that may not last. The immediate response was to bring in a mobile transformer to restore capacity while the station is stabilized.
Mobile transformers get connected fast or they don’t get connected. Every piece of that hookup has to be right. The copper rods they had for the connections were 3/8″ round stock. The crimping tooling they were using required .405″. At 3/8″ (.375″) there isn’t enough conductor fill in the barrel, the crimp doesn’t develop the mechanical and electrical integrity it needs. You don’t energize that connection.
is a connection that will fail.
Compression lugs and splices are sized to match a specific conductor or rod diameter. The die closes to a set dimension and the barrel collapses around the conductor, cold-welding it under pressure. When the rod is undersized, the barrel doesn’t achieve full contact — there’s void space inside the crimp. That void means higher resistance at the joint, hot spots under load, and a connection that can loosen or fail over time.
The gap between 3/8″ and .405″ is 30 thousandths of an inch. In most contexts that’s a rounding error. In a compression crimp carrying utility current, it’s the difference between a code-compliant connection and one that can’t be made. FPL knew the standard stock wouldn’t work. They needed someone who could turn the rods to the right diameter, on a Saturday, before the mobile could be commissioned.
same afternoon.
Southern Switch came in on Saturday. Copper round stock was chucked in the CNC lathe and turned to .405″ across all 12 rods. Each rod was cut to length and checked for diameter. No special order, no lead time, no waiting until Monday.
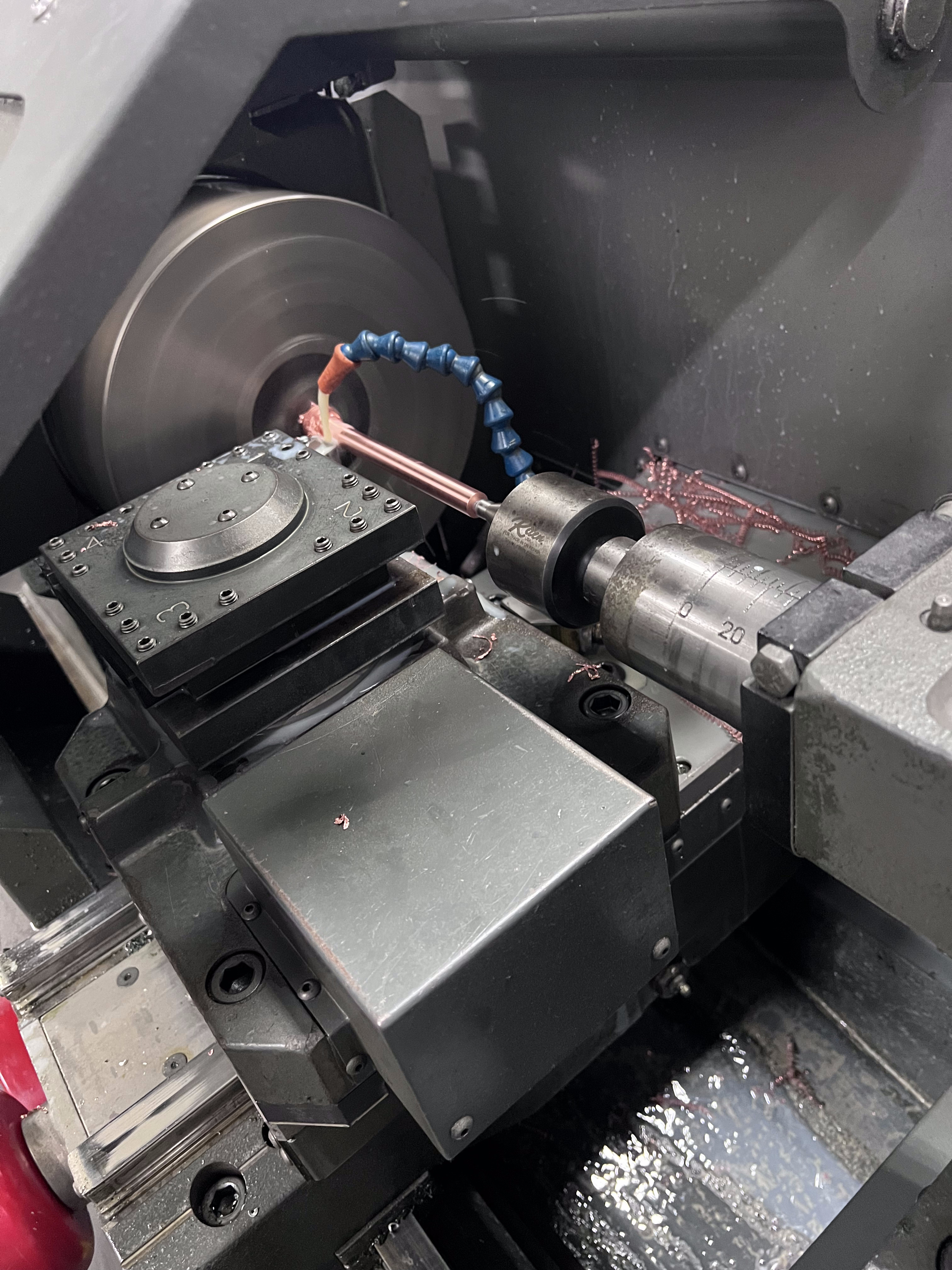
- →Opened the shop on a Saturday for an emergency call
- →Turned 12 copper rods from round stock to .405″ O.D.
- →Cut to length, diameter verified on each rod
- →Parts in FPL’s hands same day
Emergency work doesn’t wait for business hours. When a substation is running on one transformer and that transformer is gassing, every hour counts. The mobile is ready, the crew is on site, and the one thing blocking commissioning is a part that doesn’t exist in the right size anywhere nearby.
A machine shop that answers on Saturday and can hold a tolerance on copper rod is not a nice-to-have. On this job, it was the critical path.
Call (727) 789-0951. If a standard part won’t work and you need it machined to spec, we do that. Weekends included.